Lody wydają się produktem oczywistym. Znamy je od dziecka z najbliższej lodziarni lub sklepu spożywczego. Jednak o niektórych ważnych kwestiach nie pamiętają nawet sami lodziarze, bardziej skupieni na efektach ekonomicznych i rozwiązywaniu bieżących problemów.
Podobne artykuły
Lody czekoladowePAC, POD i SMC dla dowolnego produktu? Tak, i to od rękiLody dla opornych. Lody owocoweOd mieszanki do lodów
Lody są produktem wytwarzanym w maszynach, nazywanych potocznie frezerami (z angielskiego freeze – zamrażać). Co prawda efektem ich działania jest znana wszystkim gładka i kremowa masa o temperaturze znacznie poniżej zera, czyli „zamrożona”, ale nazwa maszyny nie opisuje dokładnie zachodzących w jej cylindrze procesów. Frezer nie tylko chłodzi, ale, co jest równie ważne, intensywnie miesza wlaną do niego płynną mieszankę. Mieszanie jest konieczne dla zapewnienia wymiany ciepła, ale przy okazji spełnia jeszcze jedno bardzo istotne zadanie.
Mieszanka do lodów jest przede wszystkim wodnym roztworem cukru1. W miarę ochładzania woda w tym roztworze częściowo zamarza, tworząc mikroskopijne kryształki lodu, przez co zmniejsza się jej ilość pozostająca w stanie płynnym. Ponieważ cukier nie zamarza i jest go cały czas tyle samo, a niezamarzniętej wody zostaje coraz mniej, płyn w cylindrze frezera staje się coraz bardziej stężonym roztworem cukru – niezamarzniętym, bo cukier ma zdolność przeciwdziałania zamarzaniu. Jednocześnie w tym roztworze rośnie udział procentowy nierozpuszczalnych substancji stałych: białek, tłuszczu i innych, a także kryształków zamarzniętej wody.

W ten sposób w miarę obniżania temperatury wraz z rosnącym stężeniem cukru i zawartości innych składników zwiększa się gęstość i lepkość mieszanki. Od pewnego momentu staje się ona na tyle gęsta, że na skutek obrotów mieszadła zaczyna intensywnie wchłaniać powietrze obecne w cylindrze frezera. Ta faza procesu tworzenia się masy lodowej jest bardziej podobna do ubijania kremu cukierniczego niż zamrażania. Dlatego w kolebce lodziarstwa, jaką niewątpliwie są Włochy, maszynę do lodów nazywa się mantecatore, czyli ubijaczka.
Tu dygresja. Produkcję lodów we frezerze w branży coraz częściej nazywa się „frezowaniem”. Moim zdaniem, niesłusznie. Po pierwsze dlatego, że jest to termin oznaczający obróbkę skrawaniem za pomocą frezarki, a po drugie, nie ma on wiele wspólnego z procesem przekształcania się płynnej mieszanki w lody. Bardziej odpowiednie jest proste słowo „kręcić”, ale nie brzmi tak fachowo…
Dla typowych lodów faza ubijania rozpoczyna się w temperaturze -3 do -4°C2. W miarę jej obniżania, pod wpływem pracy mieszadła płynna mieszanka zaczyna się przekształcać w kremową masę, znaną wszystkim jako lody. Ubijanie trwa do momentu osiągnięcia temperatury o kilka stopni niższej, około -6 do -8°C.
Warto pamiętać, że mimo ochłodzenia masy do tak niskiej temperatury spora część wody w lodach pozostaje niezamarznięta, a to dzięki rozpuszczonemu w niej cukrowi. Poniżej -8 do -10°C lody stają się zbyt zwarte, aby wchłaniać powietrze. Zaczyna się wtedy proces odwrotny – pod wpływem ruchu mieszadła frezera powietrze jest „wyciskane” z coraz twardszej i kruszącej się masy. W tradycyjnej nomenklaturze lodziarskiej mówi się, że lody stają się wtedy „przesuszone”.
Do początku lat 90. ubiegłego wieku, kiedy wprowadzono do frezerów automatykę kontrolującą konsystencję lodów, kunszt lodziarza rzemieślnika opierał się w dużym stopniu na wyczuciu momentu, kiedy masa we frezerze jest optymalnie ubita (zawiera najwięcej powietrza) i podjęciu decyzji o jej wydaniu (lub w przypadku frezerów pionowych – wybraniu) z maszyny.
Baza w lodach
Baza jest typowym i stosowanym od bardzo dawna dodatkiem do lodów. Jej odpowiednikami są dodatki funkcjonalne powszechnie stosowane w gastronomii i cukiernictwie, jak skrobia ziemniaczana lub kukurydziana, żelatyna czy proszek do pieczenia. Wszystkie one umożliwiają lub wspomagają uzyskanie określonych cech fizycznych, które chcemy nadać produktowi.
Oczekiwanymi cechami lodów są gładkość, kremowość i napowietrzenie masy oraz jej stabilność i odporność na topienie się. Tymczasem przed zamrożeniem lody mają postać płynnej mieszanki o zawartości wody 60% lub więcej. Dlatego najistotniejszą funkcją bazy do lodów jest związanie części płynnej wody, co zwiększa gęstość i lepkość mieszanki. Ma to zasadniczy wpływ na tworzenie się struktury lodów i ich napowietrzenie podczas zamrażania we frezerze.
Jednak nie tylko wtedy. W gotowej masie, mimo niskiej temperatury, duża część wody pozostaje w stanie ciekłym. W temperaturze sprzedaży lodów, czyli ok. -10°C, woda w stanie ciekłym może stanowić nawet 40%. Co więcej, jej ilość ciągle się zmienia. Podczas nieuniknionych wahań temperatury w witrynie czy kontuarze część wody naprzemiennie rozmarza i zamarza. Podczas z nich powietrze. Z kolei, ze względu na niewielkie różnice temperatur, cykle ponownego zamarzania przebiegają bardzo powoli i powodują tworzenie się dużych kryształków wody – znacznie większych niż podczas zamrażania we frezerze.W konsekwencji tych procesów lody stają się bardziej szorstkie, cięższe i w odczuciu – zimniejsze. Odpowiednio dobrane substancje wiążące wodę w znacznym stopniu ograniczają i spowalniają te zmiany. Warto wiedzieć, że woda pozostaje w stanie ciekłym także podczas magazynowania lodów w temperaturze -20°C, ale jest jej wtedy tylko ok. 15%, dzięki czemu masa jest znacznie bardziej stabilna i odporna.
Składniki bazy
Podstawowy skład bazy do lodów stanowią substancje zagęszczające i stabilizujące. Do lodów zawierających tłuszcz stosuje się także emulgatory – substancje wspomagające łączenie się cząstek wody i tłuszczu. Postać fizyczna bazy to zazwyczaj proszek. Większość składników baz do lodów to substancje pochodzenia naturalnego, otrzymywane z roślin za pomocą obróbki mechanicznej lub ekstrakcji, także poprzez modyfikacje chemiczne.
W wielu przypadkach techniczne nazewnictwo oraz fakt umieszczenia na liście „E” przez Europejski Urząd ds. Bezpieczeństwa Żywności budzi obawę, wynikającą w dużej mierze z niewiedzy, a także z różnych okazjonalnych kampanii prowadzonych w mediach. Tymczasem, niezależnie od pochodzenia, każdy składnik bazy musi być zatwierdzony do stosowania w żywności, a więc i w lodach, czemu między innymi służy lista „E”.
Typowa baza do lodów zawiera 2-3 substancje zagęszczające lub stabilizujące, np. mączkę z nasion chleba świętojańskiego, mączkę z nasion guaru, gumę tara, karagen, alginian czy o bardziej skomplikowanych nazwach, jak karboksymetyloceluloza. Jednoczesne stosowanie kilku różnych substancji zagęszczających wynika z praktyki lodziarskiej – okazało się bowiem, że niektóre z nich stosowane pojedynczo dają niepożądane efekty, na przykład mączka z nasion chleba świętojańskiego powoduje rozwarstwienie mieszanki mlecznej, czemu zapobiega niewielki dodatek karagenu lub mączki z nasion guaru. Proporcje różnych składników są dobierane tak, aby osiągnąć określone cechy lodów. Łączny udział tych substancji w mieszance do lodów wynosi zazwyczaj 0,2-0,25% wag.
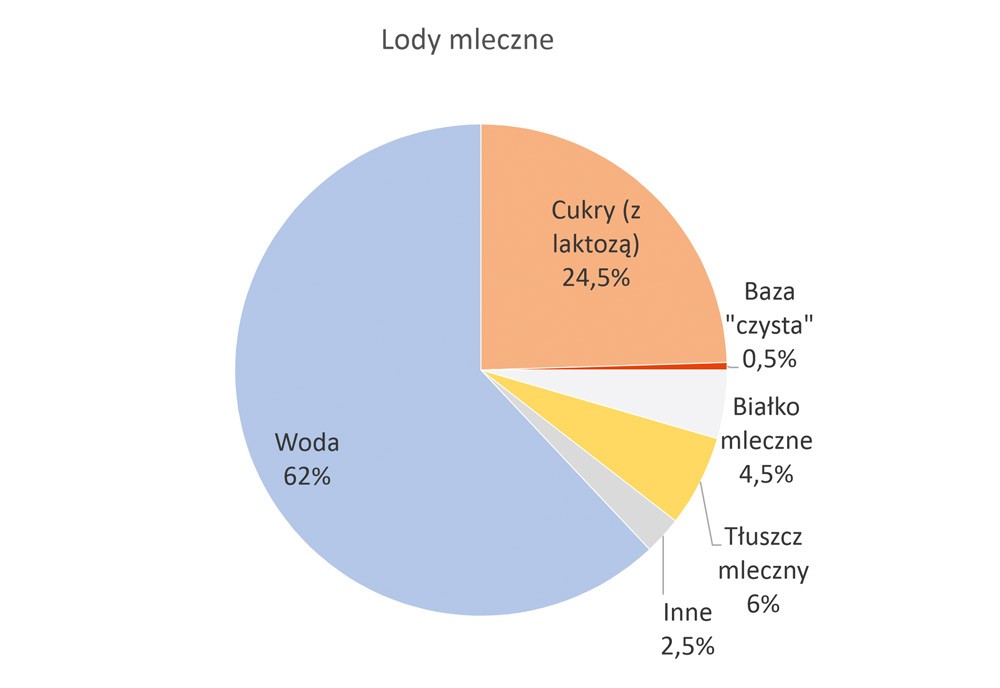
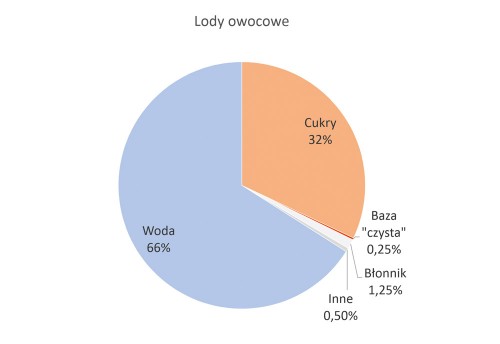
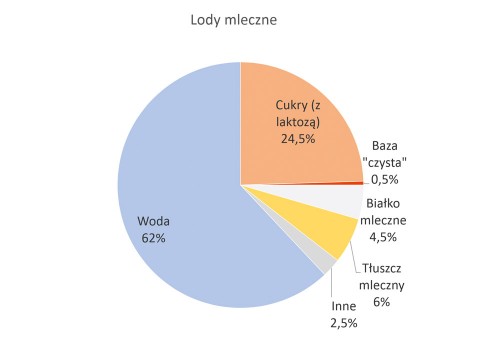
W przypadku lodów mlecznych lub innych zawierających tłuszcz w składzie dedykowanej bazy występuje zwykle emulgator. Najczęściej jest to mieszanina jedno-i dwuglicerydów kwasów tłuszczowych. Cząsteczka emulgatora ma zdolność tworzenia dość trwałych wiązań, z jednej strony z cząstkami wody, z drugiej – tłuszczu. W ten sposób staje się ona rodzajem ogniwa łączącego tłuszcz z wodą i przyczynia się do powstania w miarę stabilnej emulsji typu O/W (olej w wodzie). Ma to zasadniczy wpływ zarówno na płynną mieszankę, jak i zrobione z niej lody. Udział emulgatorów w lodach to zwykle 0,3-0,35% wag. Łącznie substancje bazowe stanowią, zależnie od rodzaju lodów, od 0,25 do 0,6% (2,5-6 g/kg). Na rysunkach poniżej pokazane są składy typowych mieszanek do lodów oraz udział w nich „czystej” bazy na przykładzie lodów owocowych i mlecznych.
Bazy 50, 100 czy 200?
Jeśli dozowanie bazy zawiera się pomiędzy 2,5 a 6 g/kg, skąd wzięły się, tak obecnie popularne, bazy o znacznie wyższym dozowaniu? Jest kilka powodów, dla których baza „czysta”, czyli zawierająca wyłącznie opisane substancje aktywne – zagęszczające, stabilizujące i emulgujące, bez żadnych dodatków – jest niewygodna w użyciu i niepraktyczna.
Po pierwsze, przy niewielkich ilościach produkowanych lodów trzeba bardzo dokładnie odważać małe, nawet kilku-gramowe porcje bazy. Wymaga to precyzyjnej wagi i bardzo dużej staranności, z czym w skąpo wyposażonych pracowniach lodziarskich może być problem (nie tak dawno lodziarze zlecali znajomym aptekarzom przygotowanie zapasu odważonych do torebek porcji bazy).
Po drugie, silna higroskopijność czystej bazy powoduje problem z jej przechowywaniem. W pracowni lodziarskiej zazwyczaj panuje duża wilgotność. W takich warunkach baza wchłania wodę z powietrza przy każdym otwarciu opakowania i dość szybko traci swoje właściwości. Ze względu na niskie dozowanie opakowanie bazy „czystej” będzie otwierane np. dziesięć razy częściej niż bazy „50”, podobnie wydłuży się czas przechowania. Zanim taka baza zostanie zużyta, jej skuteczność może znacznie obniżyć się, zwłaszcza wtedy, gdy produkcja lodów jest niewielka, a opakowanie bazy duże.
Po trzecie, czystej bazy nie można dozować bezpośrednio do płynnej części mieszanki. Jeśli to zrobimy, wpadający do płynu proszek utworzy mikroskopijne suche w środku grudki, oklejone szczelną warstwą cząstek, które wchłonęły wodę. Ich wiązania są na tyle silne, że grudki pozostaną w całości nawet po poddaniu mieszanki intensywnej obróbce mechanicznej. Aby temu zapobiec, przed dodaniem do płynnej mieszanki należy czystą bazę bardzo dokładnie zmieszać z inną substancją proszkową przewidzianą w recepturze, najlepiej z cukrem lub glukozą, w proporcji co najmniej 1:20 lub większej.
Wskazane argumenty przemawiają za tym, aby w lodziarni rzemieślniczej zastosować bazę wstępnie zmieszaną z jedną lub kilkoma substancjami proszkowymi, które ją „rozcieńczą”, a które i tak musimy dodać, jak cukier, glukoza czy odtłuszczone mleko w proszku. Ułatwi to odważanie, przyspieszy zużycie otwartego opakowania i zmniejszy ryzyko utworzenia się grudek3. Dawno temu niektórzy lodziarze sami przygotowywali takie suche „przedmieszki”, w których czysta baza stanowiła tylko ok. 5-10%.
Były one pierwowzorami najbardziej obecnie rozpowszechnionych baz „50”, „100” czy „200” oferowanych przez różnych producentów. Nazwy „50” lub „100” i podobne wynikają z tradycyjnych receptur na lody, w których ilości składników odnoszono do litra mleka lub wody, jak w prostej przykładowej recepturze:
Mleko 1000 g
Śmietanka 100 g
Cukier 300 g
Baza 50 g
-----------------
Razem 1450 g
50 g bazy odpowiada jej dozowaniu około 3,5% w odniesieniu do całości mieszanki. Odpowiednio, dozowanie wagowe bazy „100” to około 7%, a bazy „200” – 14%. Bazy proszkowe dozowane od 3,5% do 7%, będące mieszankami czystej bazy i mniejszego lub większego dodatku podstawowych proszkowych składników mieszanki do lodów, bardzo szybko przyjęły się w lodziarniach rzemieślniczych, które doceniły to ułatwienie.
Jednocześnie około 50 lat temu wraz z pojawieniem się na rynku baz „50” i „100” rozpoczęło się dopasowywanie tych produktów do różnych oczekiwań lodziarzy, które próbowali spełnić producenci. Zaczęły się wtedy pojawiać bazy proszkowe z dodatkiem różnych substancji, które dawały określony efekt w lodach, a jednocześnie były trudno dostępne dla rzemieślnika. Tworzyły je sproszkowane tłuszcze roślinne, syrop glukozowy, maltodekstryna, błonnik i inne.
Oferta baz szybko stała się tak szeroka, że coraz trudniej było zrozumieć, czemu służą kolejne wprowadzane co roku propozycje producentów, zwłaszcza że często towarzyszyły im wysiłki handlowców. Ci dla osiągnięcia określonego poziomu sprzedaży stosowali najróżniejsze argumenty, które stworzyły wiele mitów, jak choćby ten, że baza „100” jest lepsza od bazy „50”. Po przyjrzeniu się szczegółom sprawa nie jest zbyt skomplikowana. Dobierając bazę do swoich potrzeb, lodziarz musi dokonać wyboru na podstawie kilku podstawowych kryteriów.
Proces zimny czy gorący?
W składzie bazy mogą znajdować się substancje, które do rozpuszczenia lub zadziałania wymagają wysokiej temperatury – wybierzemy je, jeśli mamy urządzenie do przygotowania mieszanki na gorąco. Jeśli posiadamy tylko frezer, musimy wybrać bazę do stosowania na zimno. Taką bazę można zastosować także na gorąco.
Tłuszcze roślinne
Tłuszcze roślinne stosowane w lodach to przede wszystkim olej palmowy i kokosowy. Mają znaczne niższą temperaturę topnienia (ok. 25°C) niż tłuszcz mleczny (ok. 34°C). Ich dodatek do mieszanki powoduje, że lody stają się w odczuciu cieplejsze, ponieważ szybciej topią się w ustach oraz są delikatniejsze, bo mieszanka z dodatkiem tłuszczu roślinnego daje lody o wyższym i trwalszym napowietrzeniu. Wybierając bazę z tłuszczem roślinnym, warto sprawdzić, czy jest utwardzony, czy tylko rafinowany. Tłuszcze utwardzone są uznawane za niezdrowe. Poza względami zdrowotnymi warto wziąć pod uwagę ekologię i unikać oleju palmowego.

Aromaty
Składnikiem wielu baz są aromaty, przede wszystkim śmietankowe. Jeśli są dobrze skomponowane, nadają lodom przyjemny smak, który trudno uzyskać dzięki dodaniu zwykłej śmietanki. Niektórzy lodziarze to cenią, ale spora część wybiera bazy neutralne, których użycie nie koliduje z żadnymi dodatkami smakowymi.
Specjalne cechy lodów
Wraz ze wzrostem świadomości4 konsumentów, a także stale powiększającą się grupą osób dotkniętych różnymi nietolerancjami rynek lodów stawia przed lodziarzami nowe wyzwania. Poszukiwane są lody bez mleka, laktozy, bez cukru, wegańskie. Coraz więcej osób szuka też produktów z „czystą etykietą”, czyli takich, w składzie których nie ma substancji budzących wątpliwości lub o nieznanych nazwach.
Dozowanie
Wybór dozowania zależy od preferencji lodziarza.
- Baza „czysta” o dozowaniu 0,25-06% nastręcza wiele trudności podczas dodawania i przechowania. Jednocześnie daje największe możliwości tworzenia mieszanek według pomysłów lodziarza, co w przypadku powodzenia może przynieść niemałą satysfakcję.
- Baza „50” o dozowaniu 3,5% wag. jest wygodniejsza w użyciu niż „czysta”, ale musimy wymieszać ją na sucho także z innymi surowcami proszkowymi, jak glukoza, cukier czy odtłuszczone mleko w proszku, w proporcji co najmniej 1:2. Przy tym dozowaniu możliwa jest daleko idąca personalizacja receptury poprzez samodzielne dodanie różnych surowców. Bazy „50” są obecnie najchętniej stosowane w lodziarstwie rzemieślniczym.
- Baza „100”, czyli 7% wag., jest kompromisem pomiędzy łatwością użycia a możliwością personalizacji. Wystarczy wy mieszać ją na sucho w proporcji 1:1 z innym proszkiem, a jednocześnie, umiejętnie dobierając surowce, można nadać lodom z bazą „100” indywidualny charakter.
- Baza „200” o dozowaniu 14% i większym jest bardzo łatwa w użyciu, bo można ją dodać bezpośrednio do mieszanki, ale nie pozostawia wiele miejsca dla inwencji lodziarza.
Bazy o dozowaniu wyższym niż „200” są stosowane bardzo rzadko, jeśli nie brać pod uwagę baz tzw. „500”, czyli o dozowaniu 33,3%. W rzeczywistości nie są to bazy, lecz gotowe mieszanki w proszku, do których wystarczy dodać wodę lub mleko – 1 litr na 500 g proszku – i zamrozić we frezerze. W tym przypadku wygoda i łatwość użycia często wygrywa z dość wysokim kosztem produkcji, zwłaszcza w lodziarniach początkujących lub bez odpowiedniego zaplecza produkcyjnego.
1 Bądź cukrów, bo mieszanka może zawierać także inne cukry niż sacharoza. Mieszanka do lodów może zawierać wiele innych substancji, jak białka i tłuszcze, ale składnikiem najbardziej istotnym jest cukier.
2 Przez typowe lody rozumiemy lody z mieszanki mlecznej o zawartości cukrów ok. 18%.
3 Bazę „50”, a nawet „100” także trzeba zmieszać z cukrem lub inną substancją proszkową przewidzianą w recepturze, ale wystarczy proporcja, odpowiednio 1:2 lub 1:1. Bazę „200” można dodać do mieszanki tak jak jest.
4 Wyniki sprzedaży raczej tego nie potwierdzają, bo najbardziej poszukiwane są lody „zwykłe”. Nie należy jednak lekceważyć trendów rynkowych, nawet jeśli wynikają bardziej z mody niż autentycznych przekonań.
Rajmund Kawalec, Kames
zaangażowany w lodziarstwo od końca lat 80., zaczynał od pierwszej polskiej agencji firmy Carpigiani. Od roku 1991 związany z Kames – firmą specjalizującą się w zaopatrzeniu lodziarzy rzemieślników. Początkowo jako konsultant i technolog, od 2004 kieruje firmą. Autor i redaktor wielu materiałów związanych z lodami, dostępnych w prasie branżowej i we własnych zasobach Kames www.kames.pl