Efektywność produkcji, szybsze realizowanie procesów logistyki wewnętrznej przy jak najlepszym wykorzystaniu parku maszynowego, optymalizacji kosztów personalnych, mediów, serwisu – konkurencyjność danego przedsiębiorstwa znacząco podnoszą rozwiązania o dużym stopniu integracji i zastosowanej automatyki.
Podobne artykuły
Czy twoja firma potrzebuje WWW?Zarządzanie jakością, zarządzanie informacjąJak odnieść korzyść z popytu na zakupy internetowe?Jak w praktyce przełożyć na język cyfr wydajność pracy maszyn i ją zweryfikować?
Stosowane w zakładach zbożowych i młynarskich rozwiązania logistyki wewnętrznej kryją w sobie olbrzymi potencjał optymalizacyjny. W przeszłości wiele procesów, takich jak chociażby składowanie pośrednie, sortowanie, etykietowanie lub kompletacja, wymagało obsługi manualnej, a tym samym wiązało się z koniecznością ponoszenia wysokich kosztów osobowych. Współcześnie przepływ materiałów podlega coraz większej automatyzacji. Inwestycje w automatykę wewnątrzzakładową mają na celu usprawnienie organizacji procesów, eliminację wąskich gardeł, ale przede wszystkim osiągnięcie korzyści ekonomicznych. Istotnym kryterium jest wskaźnik stopy zwrotu z inwestycji (ROI). Aby go wiarygodnie wyliczyć, konieczne jest posiadanie informacji o rzeczywistej wydajności, dostępności, czasach przestojów, czasach napraw, czasach czyszczenia danej maszyny, urządzenia lub całej linii produkcyjnej i jakości wykonywanej pracy.

Wskaźniki OEE
Z tego względu coraz większego znaczenia nabiera wskaźnik OEE (Overall Equipment Efficiency całkowita wydajność maszyn). Jest on wykorzystywany i analizowany na poziomie strategicznych planów poprawy efektywności pojedynczych linii produkcyjnych lub całych fabryk. OEE obejmuje prezentację danych wydajności w celu efektywnego wykorzystania dostępnych zasobów (materiałów, personelu, kosztów). W swojej definicji uwzględnia trzy główne aspekty: D – dostępność urządzenia/maszyny (pod kątem przezbrojeń, czyszczenia, napraw, serwisu), W – wydajność (teoretycznie trzy możliwe do uzyskania czasy i ilości produkcyj ne minus czas przestojów) i J – jakość (stosunek ilości wyrobu gotowego do zastosowanych składników).
OEE = D × W × J
Wartości tego wskaźnika oscylują od 0 do 1 lub od 0% do 100%. Wynikiem analizy danych jest możliwość przeprowadzenia optymalizacji procesów produkcyjnych. Potencjał optymalizacyjny to przede wszystkim wyznaczenie i ograniczenie powstających strat. Dzięki temu możliwe są korekty w zakresie organizacyjnym, procesów produkcyjnych, prewencyjnego serwisu itp. Określenie wskaźników OEE przy sterowaniu kompletnymi liniami i danymi zleceń produkcyjnych oraz przejęcie/wizualizacja danych wydajnościowych są możliwe równolegle na kilku poziomach.
Na poziomie linii:
• przedstawienie danych wydajności dla całej linii,
• porównanie danych wydajności całej linii z danymi wydajności jej komponentów,
• wyświetlenie informacji o statusie maszyny w przypadku awarii,
• selektywny dostęp do komponentów linii,
• analiza danych wydajności.
Na poziomie maszyny:
• przyporządkowanie informacji o awarii do pojedynczej maszyny,
• porównanie danych wydajności,
• informacje o statusie/dokumentacja awarii (historia błędów),
• planowanie i zachowanie terminów przeglądów serwisowych,
• analiza informacji o awariach (analiza błędów),
• zalecenia obsługi w celu optymalizacji.
Na poziomie produktu:
• wykazanie informacji o produkcie i zleceniu produkcyjnym,
• zapis informacji o wsadzie i procedurze produkcyjnej,
• prezentacja zdjęć produktów w celu ich wizualnego porównania,
• zlecenie procesu przezbrojenia,
• status dla ilości rzeczywistej i zadanej.
W procesie przezbrajania maszyn:
• definicja parametrów kontrolnych dla procesów na podstawie informacji o wsadach, zleceniach i recepturach,
• zapis zdjęć i parametrów,
• kontrola produkcji poprzez wizualne i automatyczne porównanie (skanowanie),
• kontrola i zatwierdzenie zlecenia produkcyjnego.

CSB Linecontrol
U podstaw optymalizacji wszystkich procesów zachodzących w często złożonej infrastrukturze maszyn leży założenie, że praca każdej maszyny musi być starannie koordynowana i monitorowana przy wsparciu systemu IT. Tę funkcję przejmuje aplikacja CSB Linecontrol, która zapewnia komunikację online. Dzięki temu wszystkie dane na temat aktualnego stopnia obłożenia poszczególnych maszyn i ich wydajności są dostępne w czasie rzeczywistym, zarówno na linii, jak i na monitorze kierownika produkcji.
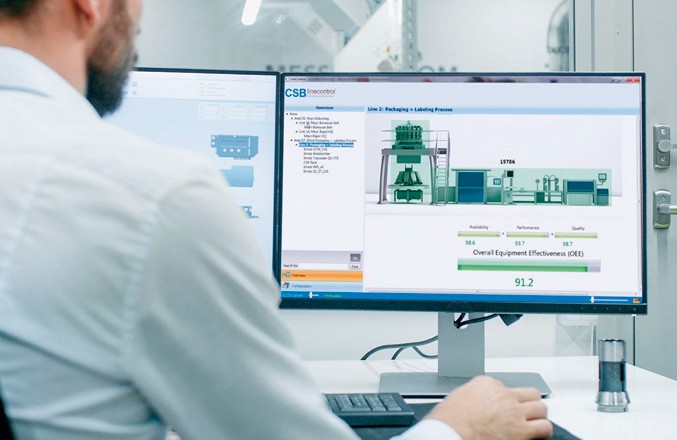
Zarządzanie i kontrola linii produkcyjnych w CSB Linecontrol
Efektem zastosowania systemu pomiaru OEE jest zarządzanie i kontrola linii z możliwością zamiany programów produkcyjnych i funkcją start-stop dla maszyn i urządzeń. Centralny serwer OEE komunikuje się ze specjalnymi modułami odpowiedzialnymi za wymianę danych pomiędzy poszczególnymi liniami i maszynami. W tym celu wykorzystywane są różne protokoły wymiany danych, np. TCP/IP, RS232, Profibus, Modbus. Prezentowane informacje i możliwości sterowania zależą od typu podłączonych do SCADA/OEE maszyn i urządzeń.
Zintegrowany moduł zarządzania serwisem maszyn i urządzeń
Aplikacja CSB Linecontrol służy także do wizualizacji potencjalnych wąskich gardeł oraz awarii na liniach pakujących. Każda maszyna jest jednoznacznie przypisana w systemie, dzięki czemu wszelkie błędy mogą być bardzo szybko diagnozowane i usuwane. Nieplanowane przestoje maszyn i awarie są więc zredukowane do minimum, a ich całkowita efektywność (OEE) utrzymuje się na niezmiennie wysokim poziomie. Ponadto aplikacja CSB Linecontrol pozwala znacząco zredukować liczbę wybrakowanych i błędnie zaetykietowanych wyrobów. Wszystko to przekłada się na wysoką jakość usług serwisowych.
CSB Ecocontrol – zintegrowana rejestracja informacji środowiskowych
Istotną częścią CSB Linecontrol jest aplikacja CSB Ecocontrol. Dzięki temu już na poziomie linii produkcyjnej można wprowadzać i systematycznie wykorzystywać informacje o użytkowaniu środowiskowa i jego zasobów, na przykład o zużyciu energii.
Adam Steć, członek zarządu CSB-System Polska Sp. z o.o.